app membrane production line factory
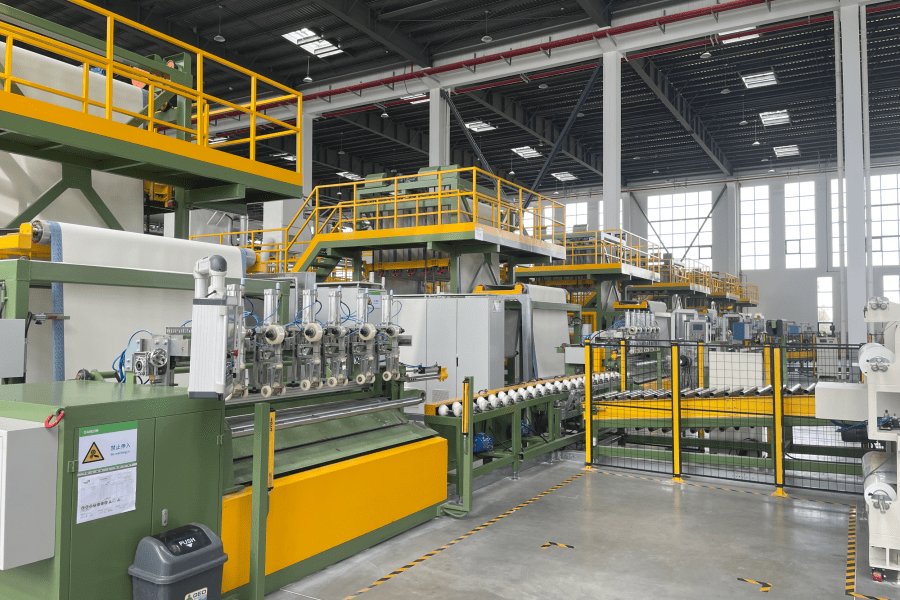
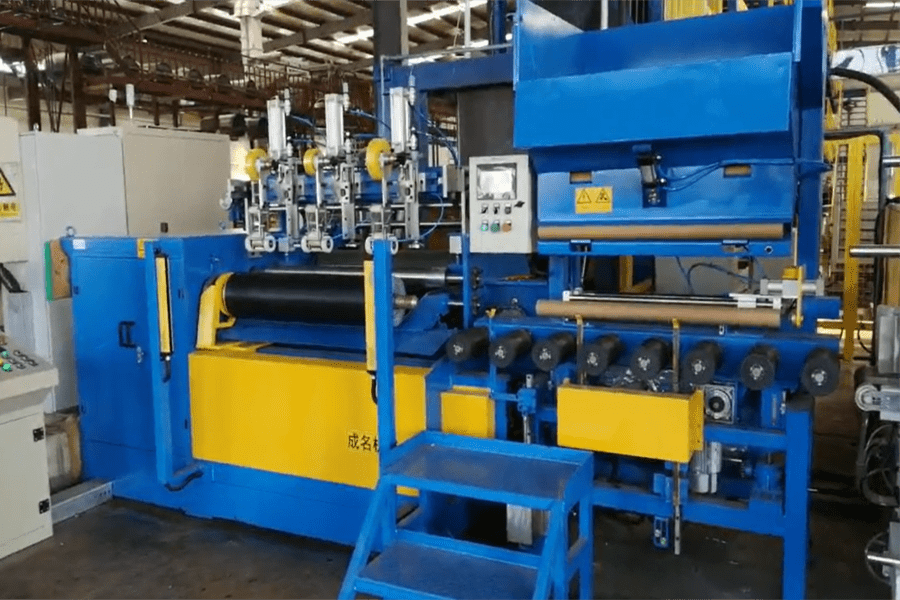
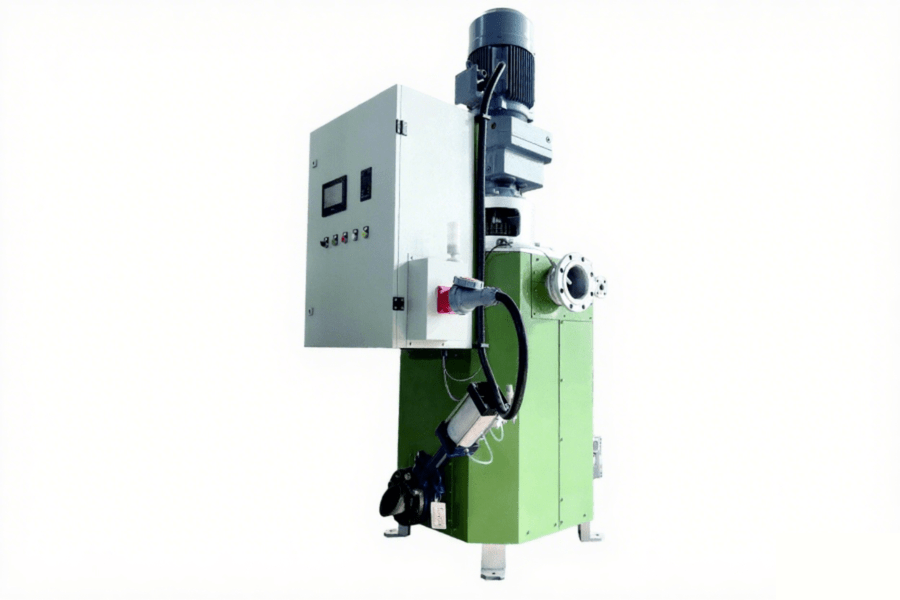
The app membrane production line factory represents a cutting-edge manufacturing facility designed to produce high-quality application membranes for various industrial sectors. This sophisticated production system integrates advanced automation technologies with precision engineering to manufacture membranes that meet stringent quality standards. The app membrane production line factory operates through multiple interconnected stages, each carefully orchestrated to ensure optimal membrane characteristics and performance. The primary functions of an app membrane production line factory encompass raw material preparation, polymer solution mixing, casting processes, solvent evaporation, and final membrane finishing. These facilities utilize state-of-the-art equipment including precision extruders, controlled atmosphere chambers, and automated quality control systems. The technological features of the app membrane production line factory include real-time monitoring systems that track critical parameters such as temperature, pressure, humidity, and thickness throughout the manufacturing process. Advanced sensors and control algorithms ensure consistent product quality while minimizing waste and energy consumption. The production environment maintains strict cleanliness standards with filtered air systems and contamination control protocols. Applications for membranes produced in these facilities span across water treatment, food processing, pharmaceutical manufacturing, chemical separation, and biotechnology industries. The app membrane production line factory can produce various membrane types including microfiltration, ultrafiltration, nanofiltration, and reverse osmosis membranes. Each membrane type serves specific filtration requirements and pore size specifications. The scalability of the app membrane production line factory allows manufacturers to adjust production volumes based on market demand while maintaining consistent quality standards. These facilities often incorporate sustainable practices including solvent recovery systems, energy-efficient heating and cooling, and waste minimization protocols. The integration of digital technologies enables remote monitoring, predictive maintenance, and data-driven optimization of the app membrane production line factory operations.