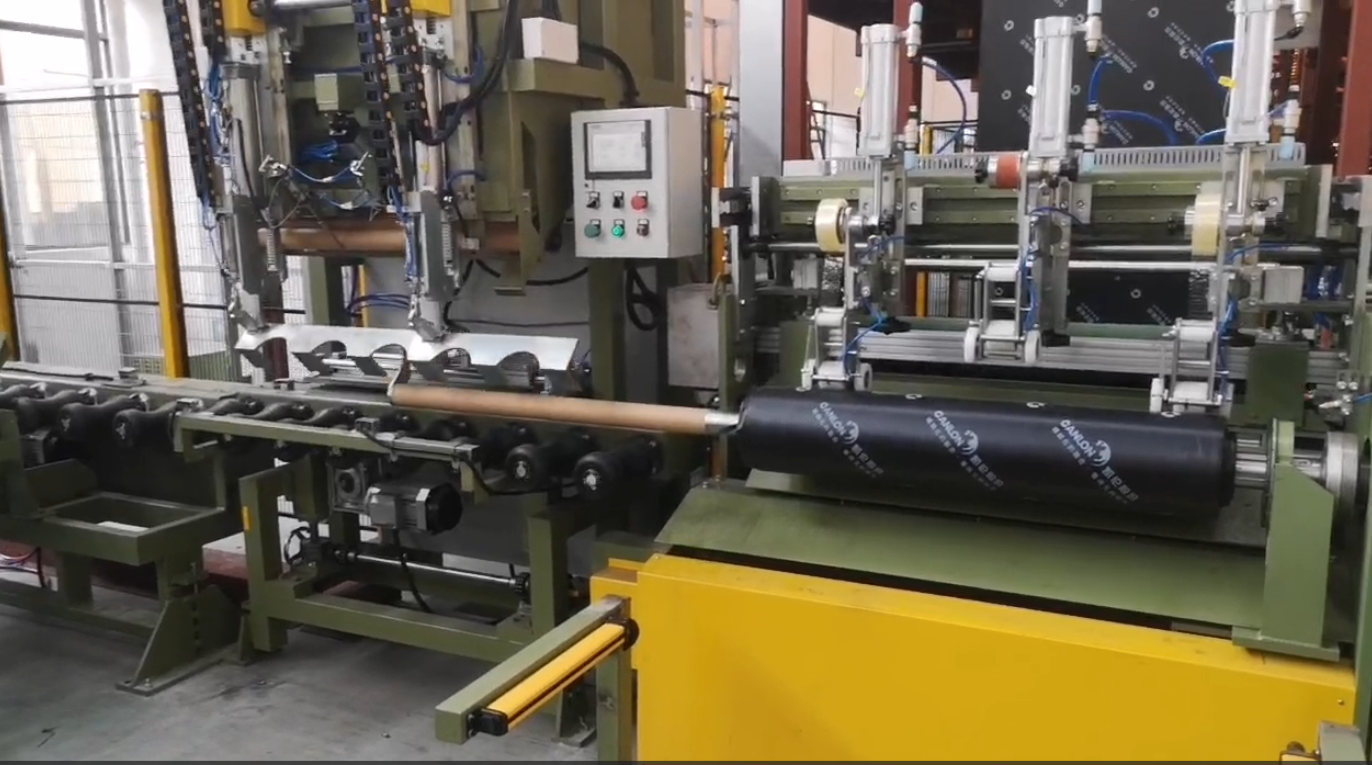
système de palettisation automatisé
Un système de palettisation automatisé représente une avancée révolutionnaire dans les opérations d’entrepôt et de fabrication, transformant la manière dont les entreprises gèrent l’emballage et l’expédition de leurs produits. Cette technologie sophistiquée associe la robotique, l’intelligence artificielle et l’ingénierie de précision afin de créer des solutions intégrées de manutention de matériaux qui éliminent les goulots d’étranglement liés au travail manuel. Le système de palettisation automatisé fonctionne grâce à des composants intégrés, notamment des bras robotisés, des systèmes de convoyeurs, des capteurs et des logiciels intelligents, qui coopèrent pour empiler les produits sur des palettes avec une précision et une rapidité remarquables. Ses fonctions principales comprennent l’identification des produits, le positionnement précis, l’optimisation des motifs d’empilement et la vérification du contrôle qualité tout au long du processus de palettisation. Les systèmes modernes de palettisation automatisée utilisent des systèmes de vision avancés capables de reconnaître différentes formes, dimensions et types d’emballage des produits, ajustant automatiquement les paramètres de manutention pour s’adapter aux spécifications variables. Parmi leurs caractéristiques technologiques figurent des automates programmables (API), des mécanismes à entraînement servo, des systèmes de surveillance de la sécurité et des interfaces conviviales permettant aux opérateurs de modifier rapidement les configurations. Ces systèmes peuvent traiter des catégories de produits très diverses — boîtes, sacs ou objets de forme irrégulière — ce qui en fait des solutions polyvalentes adaptées à de multiples secteurs industriels. Leur capacité d’intégration permet au système de palettisation automatisé de se connecter sans heurt aux systèmes existants de gestion d’entrepôt (SGE), aux logiciels de planification des ressources d’entreprise (ERP) ainsi qu’à d’autres équipements automatisés. Les fonctions de surveillance et de reporting en temps réel fournissent des informations opérationnelles précieuses, aidant les entreprises à optimiser l’efficacité de leur chaîne logistique. Leurs applications couvrent de nombreux secteurs, notamment la fabrication agroalimentaire, la production pharmaceutique, l’emballage des biens de consommation, la distribution de pièces automobiles et les installations de traitement chimique. Enfin, leur flexibilité d’installation permet à la fois des mises en œuvre en rétrofit dans des installations existantes et leur intégration dans des projets de construction neuve, s’adaptant ainsi à diverses contraintes spatiales et exigences de production.