оборудование для производства мембран
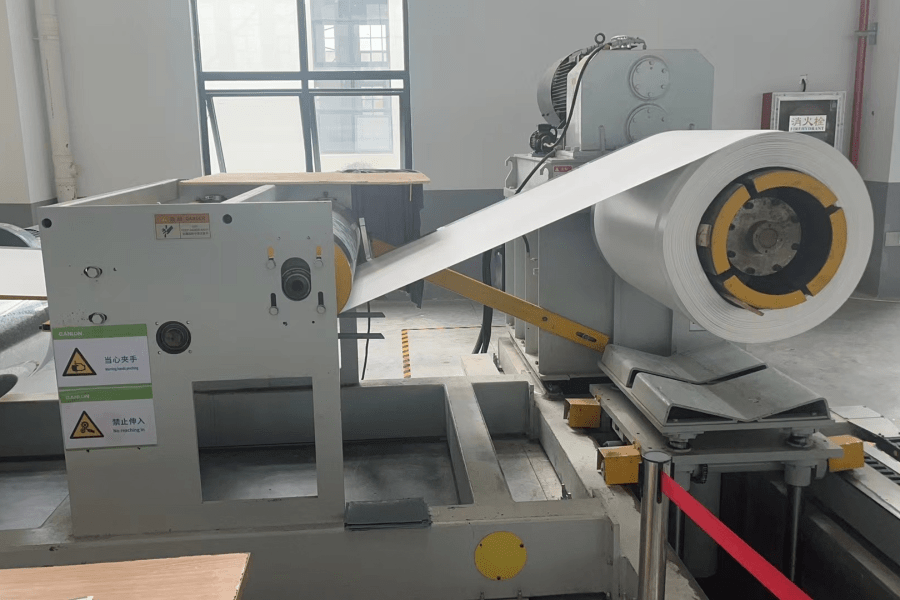
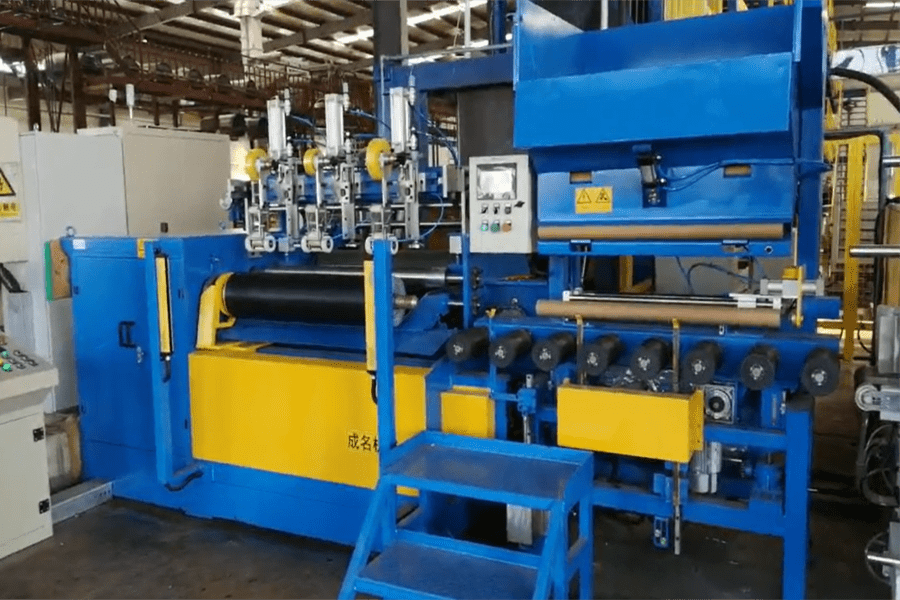
Оборудование для производства мембран представляет собой передовую технологию, предназначенную для изготовления высококачественных фильтрационных мембран для различных промышленных применений. Это сложное оборудование объединяет прецизионную инженерию и передовую автоматизацию для создания мембран, выполняющих ключевые функции в системах очистки воды, фармацевтическом производстве, переработке пищевых продуктов и напитков, а также в биотехнологических приложениях. Оборудование для производства мембран работает за счёт нескольких взаимосвязанных систем, контролирующих все этапы производственного процесса — от подготовки исходных материалов до окончательного тестирования готовой продукции и обеспечения её качества. Основная функция оборудования для производства мембран заключается в точном формировании полупроницаемых барьеров с заданными размерами пор и поверхностными характеристиками. В этих системах применяются различные методы изготовления, включая фазовое разделение, формование из раствора, электроформование и межфазную полимеризацию, что позволяет создавать мембраны с конкретными эксплуатационными параметрами. Оборудование оснащено системами контроля температуры, механизмами регулирования давления и устройствами дозирования химических реагентов, которые совместно обеспечивают стабильность свойств мембран на протяжении всего производственного цикла. Современное оборудование для производства мембран оснащено компьютеризированными системами управления, осуществляющими мониторинг и корректировку технологических параметров в режиме реального времени, что гарантирует оптимальные условия производства и минимизирует отходы. К числу технологических особенностей современного оборудования для производства мембран относятся возможность нанесения многослойных покрытий, автоматический контроль толщины, встроенные станции контроля качества и передовые системы транспортировки и обработки материалов. Такие машины способны производить различные типы мембран — микрофильтрационные, ультрафильтрационные, нанофильтрационные и мембраны обратного осмоса, каждый из которых требует соблюдения специфических условий производства и стандартов качества. Оборудование поддерживает непрерывный режим производства с минимальным вмешательством оператора и оснащено системами самоочистки и возможностями прогнозирующего технического обслуживания, что обеспечивает максимальное время безотказной работы и эксплуатационную эффективность. В конструкцию современного оборудования для производства мембран интегрированы системы рекуперации энергии и технологии минимизации отходов, что делает его экологически устойчивым и экономически выгодным в долгосрочной эксплуатации.