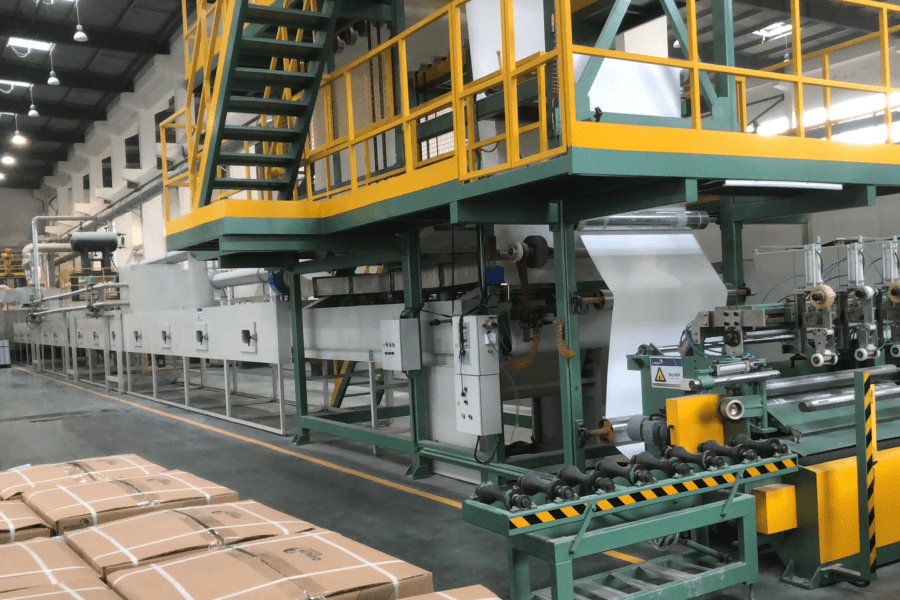
Integrated Quality Assurance and Process Monitoring
The butyl rubber coating membrane production line incorporates comprehensive quality assurance systems that provide unprecedented visibility into every aspect of the manufacturing process. These integrated monitoring systems utilize advanced sensors, data analytics, and artificial intelligence to continuously evaluate product quality and process performance in real-time. The quality assurance capabilities within the butyl rubber coating membrane production line include tensile strength testing, adhesion measurement, thickness verification, and surface quality inspection that occur simultaneously with production operations. Vision inspection systems use high-resolution cameras and image processing algorithms to detect surface defects, contamination, or irregularities that could compromise membrane performance or appearance. Statistical process control mechanisms collect and analyze production data to identify trends and variations that might indicate developing quality issues before they result in defective products. The integrated monitoring systems within the butyl rubber coating membrane production line provide predictive maintenance capabilities that monitor equipment performance and alert operators to potential mechanical issues before they cause production disruptions or quality problems. Data logging systems record all critical process parameters, creating comprehensive quality documentation that supports product certifications and customer requirements. The quality assurance technology includes automated rejection systems that identify and remove defective membrane sections without interrupting the continuous production flow. Environmental monitoring systems track ambient conditions, humidity levels, and air quality factors that could influence membrane properties or production consistency. The butyl rubber coating membrane production line quality systems also incorporate traceability features that link specific product batches to raw material lots, production parameters, and quality test results. This traceability capability enables rapid response to customer inquiries and facilitates continuous improvement initiatives based on field performance data. Remote monitoring capabilities allow quality managers to access real-time production data and quality metrics from any location, enabling immediate response to quality issues and supporting global manufacturing operations. The integrated quality assurance systems provide comprehensive reporting capabilities that generate automated quality reports, statistical summaries, and trend analyses that support quality management initiatives and regulatory compliance requirements.