custom membrane production turnkey
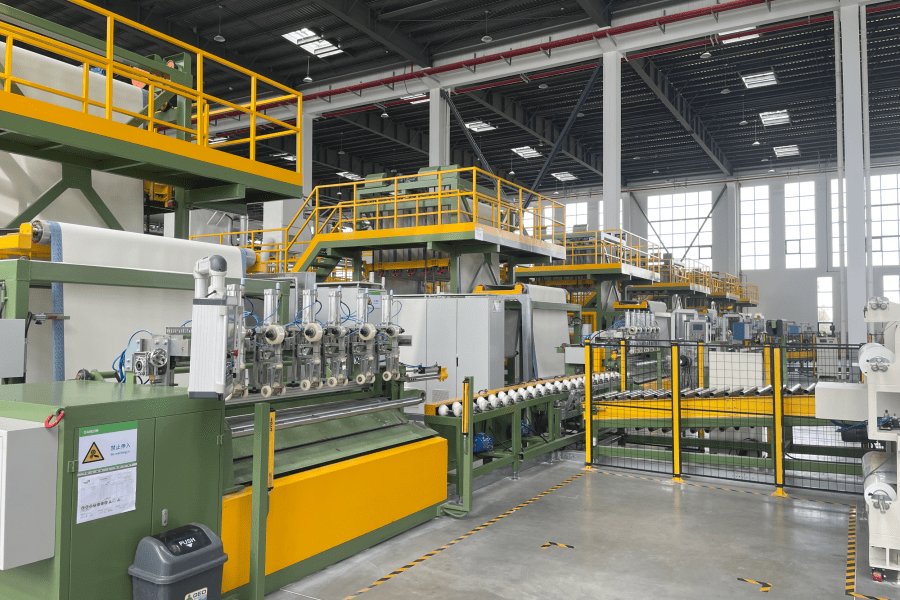
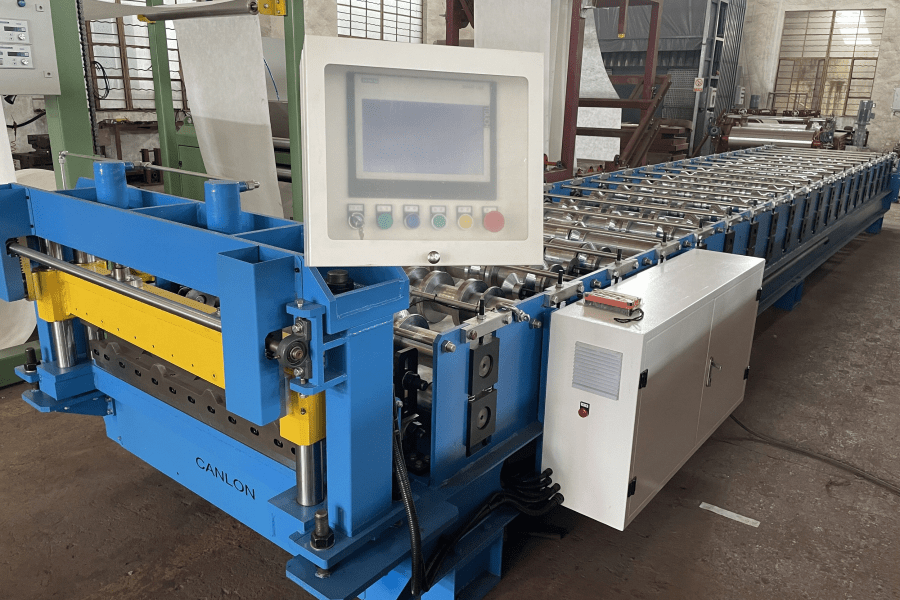
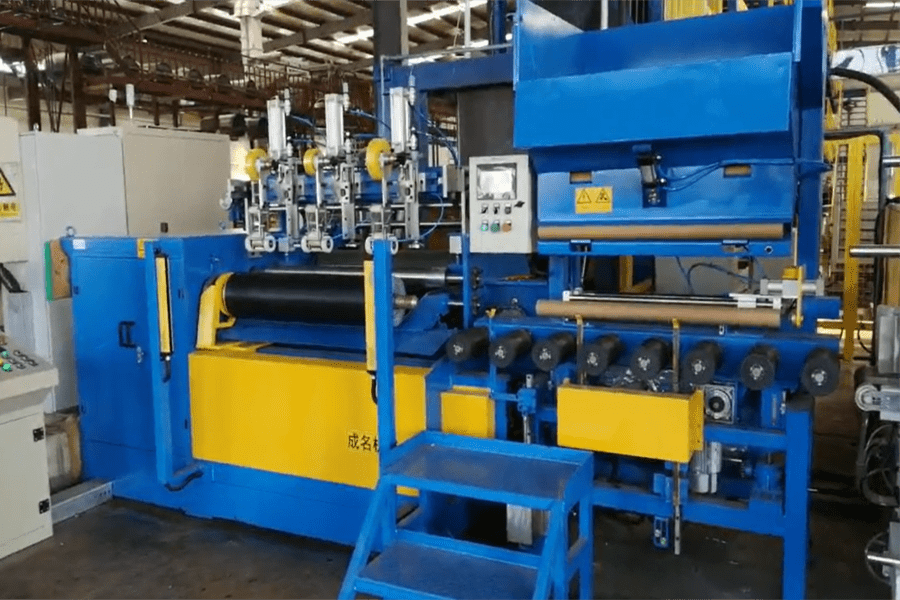
The custom membrane production turnkey represents a comprehensive solution designed to meet the growing demand for specialized membrane manufacturing across multiple industries. This integrated system provides manufacturers with complete end-to-end capabilities, from initial material preparation to final product packaging and quality control. The custom membrane production turnkey incorporates advanced polymer processing technologies, precision coating systems, and automated quality assurance protocols to deliver consistent, high-performance membrane products tailored to specific customer requirements. At its core, this turnkey solution combines state-of-the-art extrusion equipment, solvent casting systems, and phase inversion technologies to produce membranes with precise pore structures and controlled permeability characteristics. The system features modular design architecture that allows for flexible configuration based on production volume requirements and membrane specifications. Advanced process control systems monitor critical parameters including temperature, pressure, humidity, and chemical concentrations throughout the manufacturing cycle. The custom membrane production turnkey includes sophisticated material handling systems that ensure contamination-free processing environments essential for producing high-quality filtration membranes. Integrated quality testing stations perform real-time analysis of membrane properties including pore size distribution, flux rates, rejection characteristics, and mechanical strength parameters. The technological framework encompasses computer-controlled mixing systems for polymer solutions, precision coating mechanisms for thin-film composite membranes, and automated cutting and packaging equipment. Applications span water treatment facilities, pharmaceutical manufacturing, food processing industries, biotechnology research, and industrial separation processes. The system produces various membrane types including reverse osmosis, ultrafiltration, microfiltration, and nanofiltration membranes with customizable surface chemistries and support materials. Environmental sustainability features include solvent recovery systems, waste minimization protocols, and energy-efficient processing equipment that reduces operational costs while maintaining production quality standards.