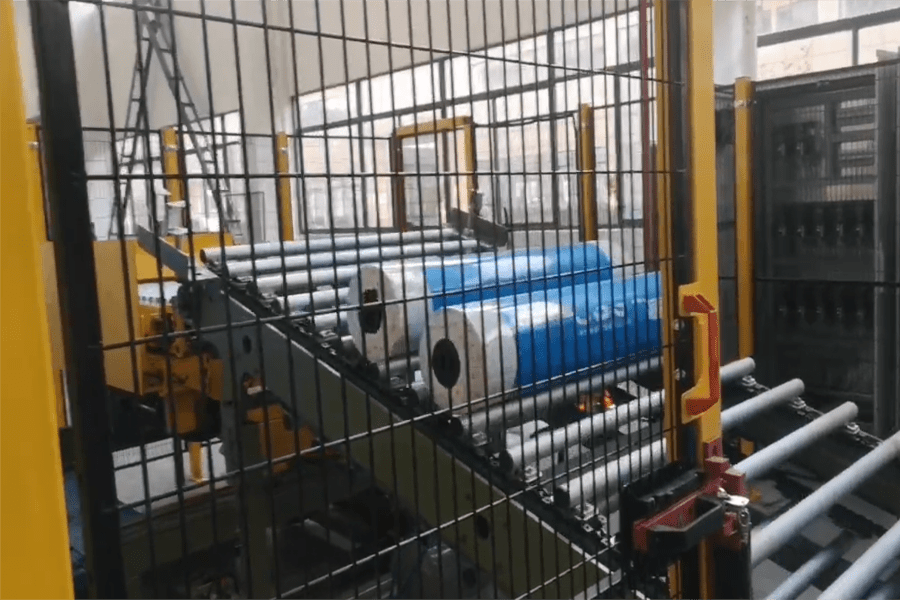
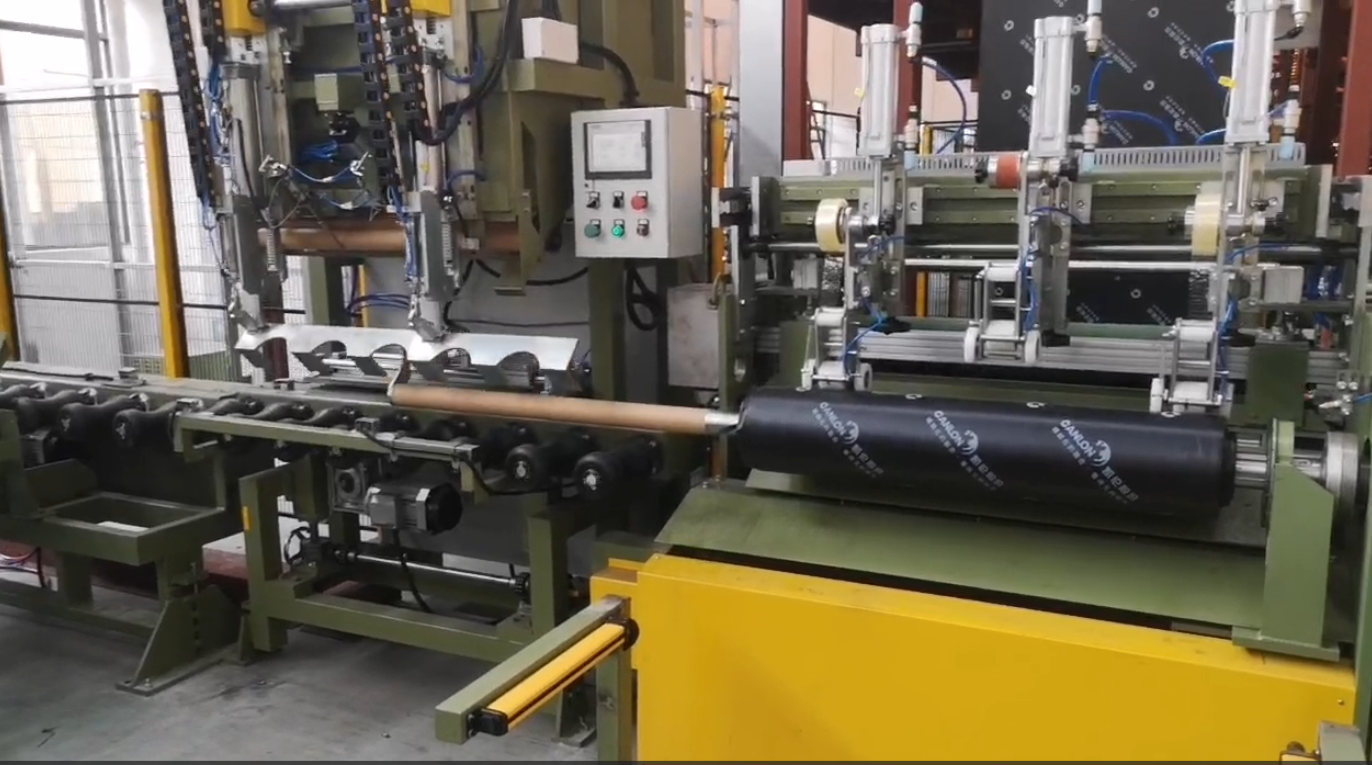
self adhesive membrane palletizer
The self adhesive membrane palletizer represents a cutting-edge automated packaging solution designed specifically for handling waterproofing membranes and similar rolled materials in industrial environments. This sophisticated machinery streamlines the palletizing process by automatically stacking, organizing, and securing self adhesive membrane rolls onto pallets with remarkable precision and efficiency. The system integrates advanced robotics, conveyor technology, and intelligent control systems to create a seamless workflow from production line to warehouse storage. At its core, the self adhesive membrane palletizer features servo-driven lifting mechanisms that can handle various roll sizes and weights, typically accommodating products ranging from 50 to 500 kilograms per roll. The machine incorporates pneumatic gripping systems with specialized vacuum attachments designed to safely handle delicate membrane surfaces without causing damage or contamination. Advanced sensors and vision systems ensure accurate positioning and alignment during the stacking process, while programmable logic controllers enable operators to customize palletizing patterns according to specific shipping requirements. The technological backbone includes variable frequency drives that optimize energy consumption while maintaining consistent performance across different operational speeds. Safety features encompass emergency stop systems, protective barriers, and integrated safety interlocks that comply with international industrial safety standards. The self adhesive membrane palletizer typically operates within temperature ranges suitable for membrane storage, maintaining product integrity throughout the handling process. Modern iterations include touchscreen interfaces with intuitive programming capabilities, allowing operators to easily modify stacking configurations, adjust cycle times, and monitor system performance metrics. Remote diagnostic capabilities enable predictive maintenance scheduling, reducing unexpected downtime and optimizing operational efficiency. These palletizers find extensive applications across construction material manufacturing facilities, roofing membrane production plants, and waterproofing material distribution centers where consistent, reliable packaging automation directly impacts productivity and product quality standards.