Exceptional Versatility and Customization Capabilities
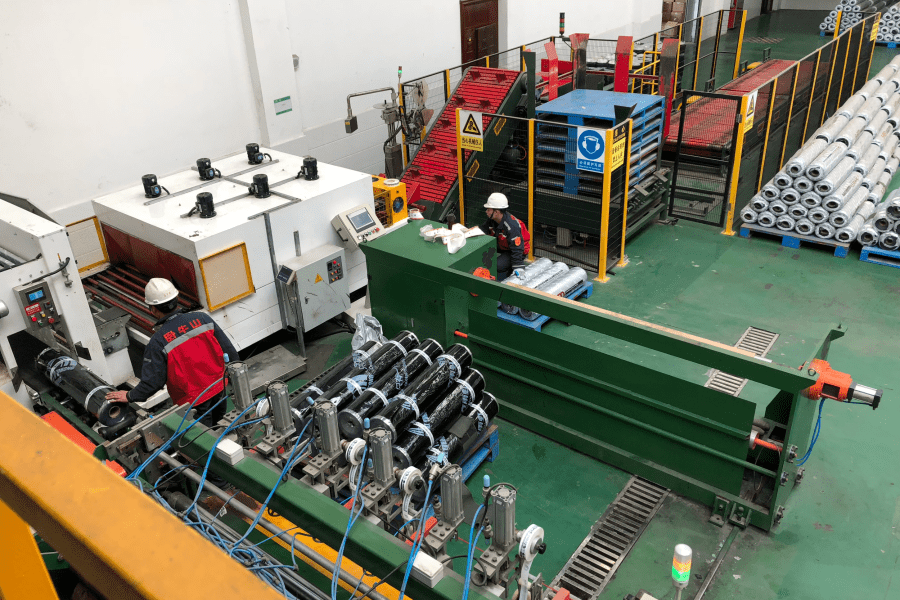
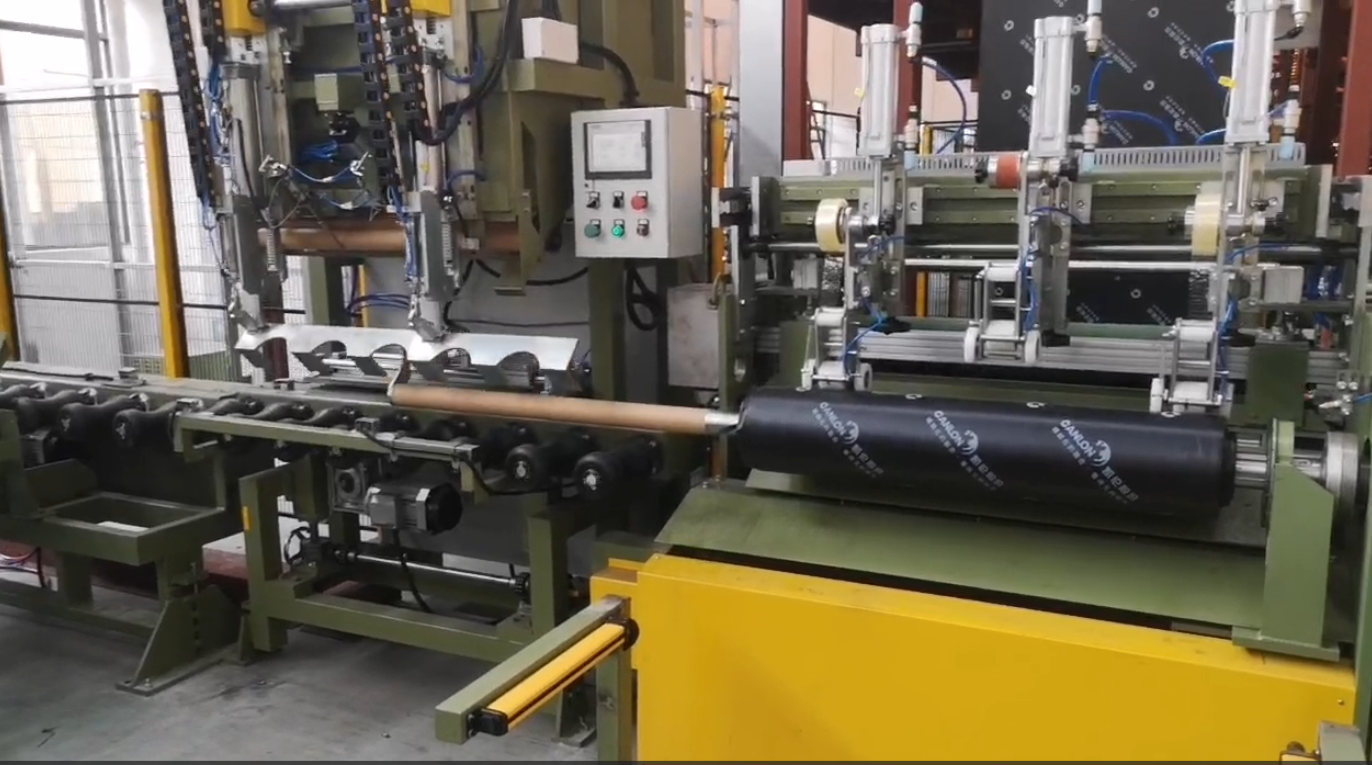
Palletizing equipment demonstrates remarkable versatility through extensive customization capabilities that accommodate diverse product types, packaging formats, and operational requirements across multiple industries and applications. The modular design philosophy enables configuration of systems tailored to specific facility layouts, production volumes, and product handling needs, ensuring optimal performance regardless of unique operational constraints or space limitations. End-of-arm tooling options include vacuum grippers, mechanical clamps, magnetic attachments, and custom-designed fixtures that handle products ranging from lightweight consumer goods to heavy industrial components, with quick-change mechanisms allowing rapid transitions between different product types without extended downtime. The programming interface provides unlimited stacking pattern possibilities, enabling operators to create custom arrangements that optimize pallet stability, maximize load capacity, and accommodate specific transportation or storage requirements. Layer formation capabilities allow mixed-product palletizing, where different items are combined on single pallets according to predetermined patterns, increasing operational flexibility and reducing inventory management complexity. Height adjustment mechanisms accommodate various pallet sizes and stacking heights, while conveyor integration options ensure seamless connection with existing production lines and material handling systems. The equipment easily adapts to seasonal variations, product launches, and changing market demands through software updates and tooling modifications, protecting capital investments while maintaining operational relevance. Temperature-resistant components enable operation in challenging environments including cold storage facilities, high-temperature manufacturing areas, and outdoor installations, expanding application possibilities across diverse industrial sectors. Throughput scalability allows systems to handle varying production volumes from small batch runs to high-speed continuous operations, providing growth capacity without requiring complete equipment replacement. Multi-line capabilities enable single palletizing equipment units to service multiple production lines simultaneously, maximizing utilization rates and reducing per-unit capital costs. The customization extends to safety features, with options for specialized guards, restricted access zones, and industry-specific compliance requirements including food-grade materials, explosion-proof electrical components, and clean-room compatibility. This exceptional versatility ensures palletizing equipment investments deliver long-term value by adapting to evolving business needs, changing product lines, and expanding operational requirements while maintaining peak performance and reliability standards.