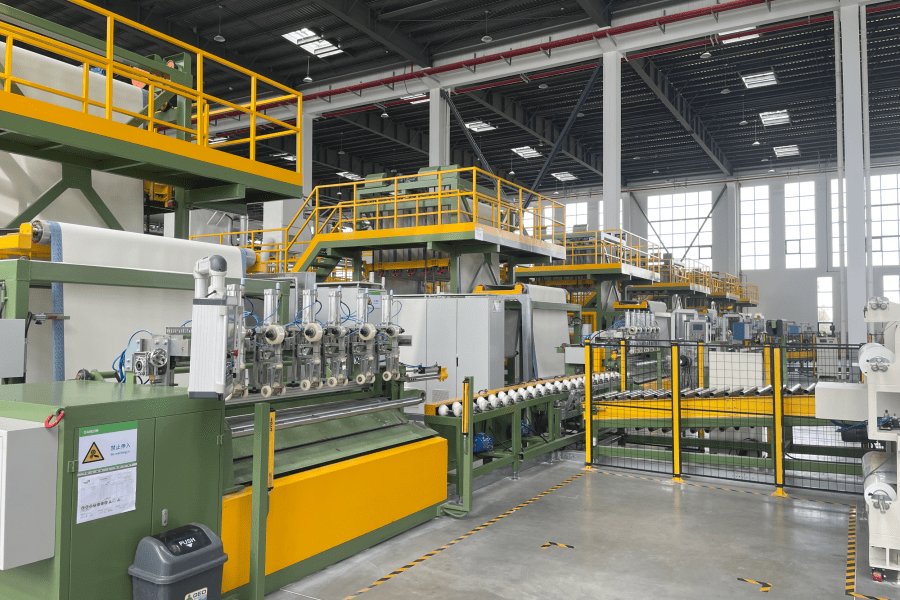
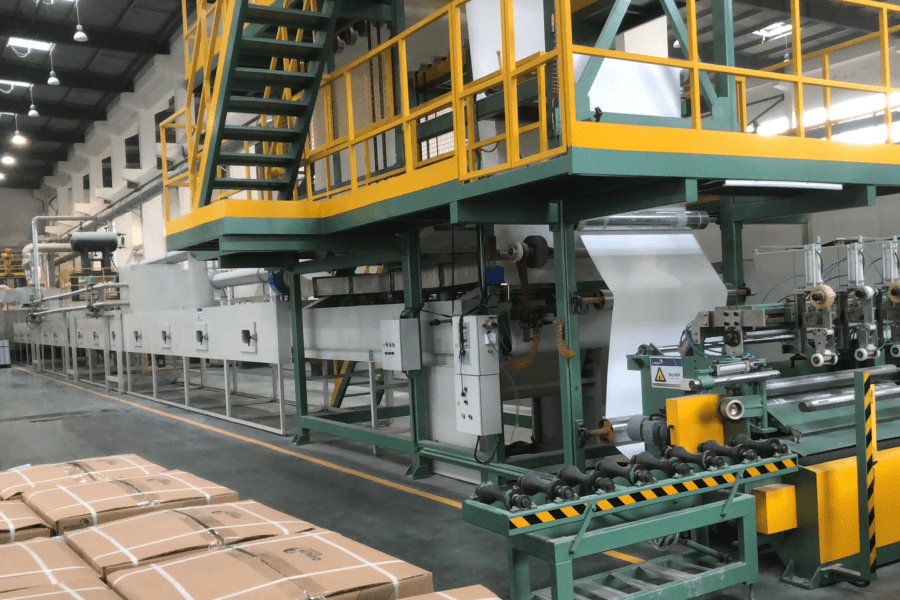
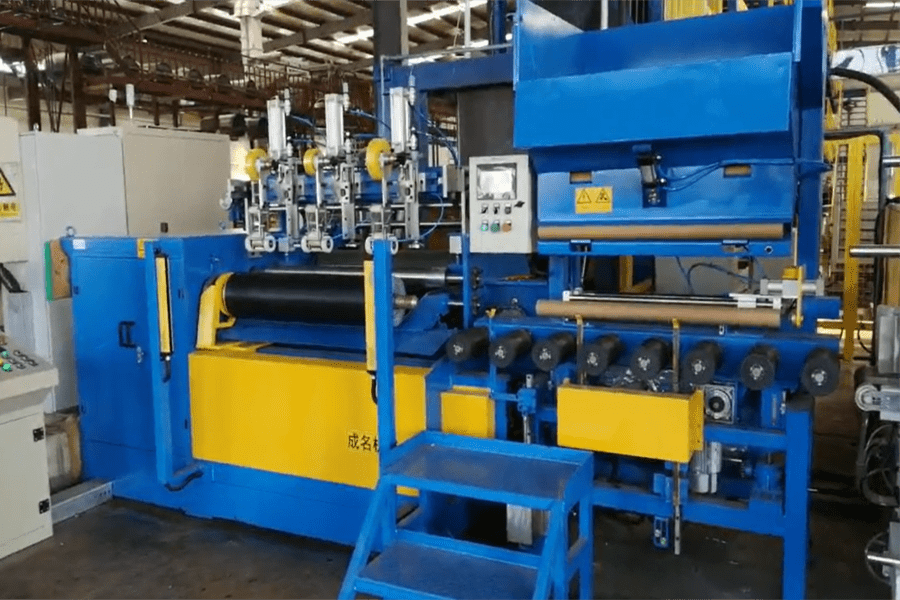
Versatile Multi-Material Processing Capabilities
The membrane production line demonstrates exceptional versatility through its ability to process multiple membrane materials and configurations without requiring extensive equipment modifications or lengthy changeover procedures. This adaptability represents tremendous value for manufacturers serving diverse markets, as the system can produce various membrane types including reverse osmosis, ultrafiltration, microfiltration, and nanofiltration products using different polymeric and ceramic materials. The flexible material handling system accommodates a wide range of raw materials including polyamide, polysulfone, polyethersulfone, polyvinylidene fluoride, and specialized ceramic compounds, enabling manufacturers to respond quickly to changing market demands or customer specifications. Quick-change tooling systems allow rapid transitions between different membrane formats, from spiral-wound configurations to flat sheet and hollow fiber geometries, maximizing production flexibility while minimizing downtime between product runs. The processing parameters can be adjusted precisely for each material type, optimizing formation conditions, curing temperatures, and treatment protocols to achieve the best possible membrane performance characteristics for specific applications. Temperature control systems provide uniform heating and cooling across the entire production width, ensuring consistent membrane properties regardless of material type or production speed. Chemical compatibility features enable the system to handle various solvents, coagulants, and treatment chemicals required for different membrane formation processes without cross-contamination risks. Modular drying and curing sections accommodate the specific requirements of different materials, from low-temperature polymer processing to high-temperature ceramic sintering operations. The membrane production line includes specialized coating stations for applying selective layers, barrier coatings, or surface modifications that enhance membrane performance for specific applications. Quality testing capabilities are integrated throughout the production process, with material-specific testing protocols that ensure each membrane type meets its intended performance specifications. Waste management systems handle different by-products and solvents appropriately, maintaining environmental compliance while maximizing material recovery and recycling opportunities. This versatility enables manufacturers to serve multiple market segments efficiently, from municipal water treatment to specialized industrial separation applications, maximizing return on investment through diverse product portfolios.