app membrane palletizer
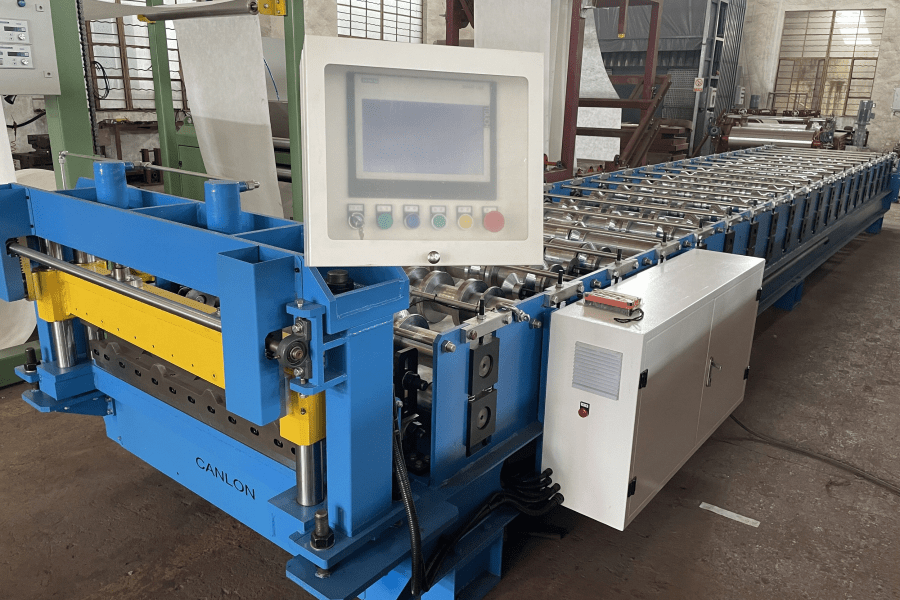
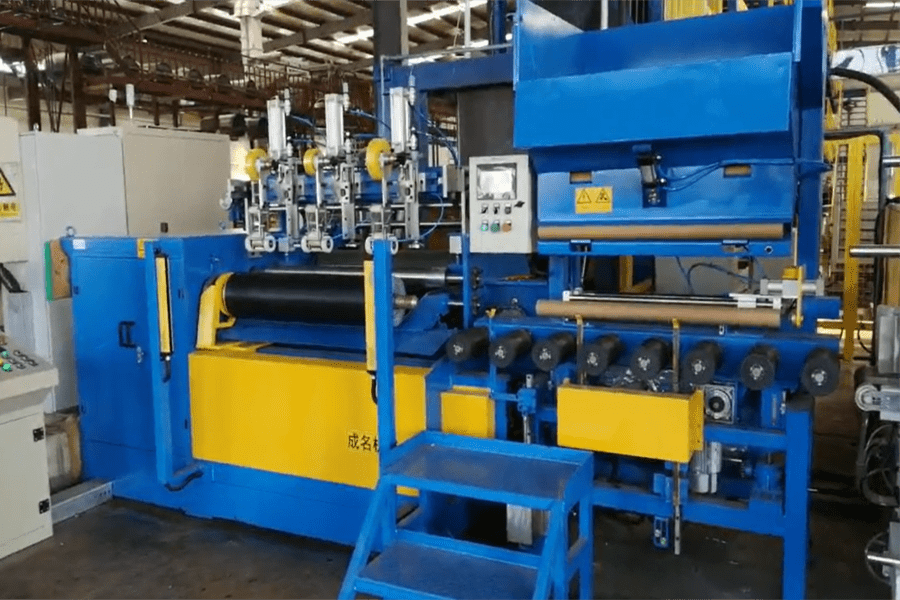
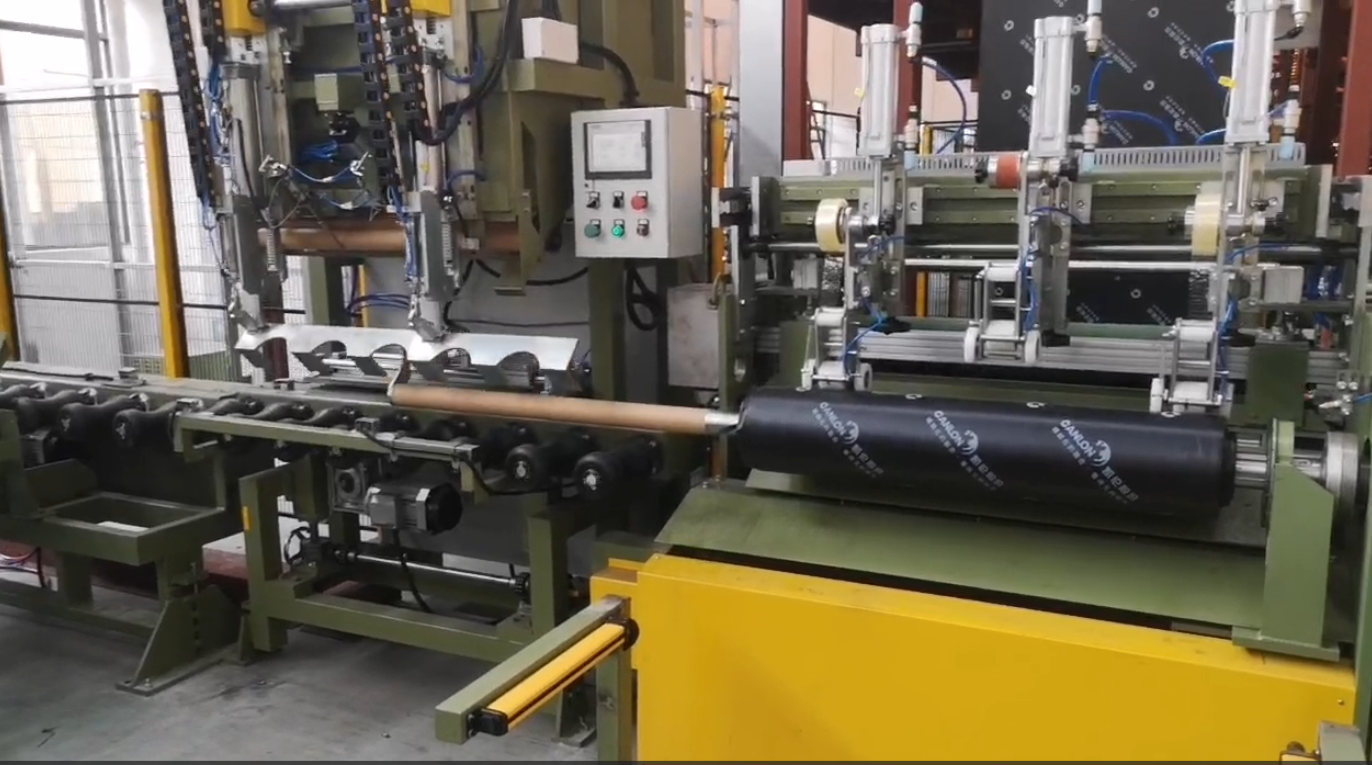
The app membrane palletizer represents a cutting-edge solution in automated packaging and material handling systems, designed to streamline the palletizing process across various industries. This sophisticated piece of equipment combines advanced membrane technology with intelligent application controls to deliver precise, efficient, and reliable palletizing operations. The app membrane palletizer integrates seamlessly into existing production lines, offering manufacturers a comprehensive approach to end-of-line packaging automation. At its core, the system utilizes specialized membrane components that create controlled vacuum or pressure environments, enabling gentle yet secure handling of diverse product types. The technological architecture of the app membrane palletizer incorporates state-of-the-art sensors, programmable logic controllers, and user-friendly interface systems that allow operators to configure and monitor palletizing patterns with remarkable precision. The equipment features modular design principles, making it adaptable to different production environments and scalable according to operational requirements. Key functions include automated product positioning, pattern recognition, load stabilization, and quality control verification throughout the palletizing cycle. The system's membrane technology ensures consistent performance while minimizing product damage, particularly beneficial when handling fragile or irregularly shaped items. Applications span across multiple sectors including food and beverage processing, pharmaceutical manufacturing, consumer goods production, and industrial materials handling. The app membrane palletizer excels in environments requiring high throughput rates while maintaining strict quality standards. Its intelligent programming capabilities allow for quick changeovers between different product types and palletizing configurations, significantly reducing downtime and increasing overall equipment effectiveness. The system's robust construction ensures longevity and minimal maintenance requirements, while its energy-efficient operation contributes to sustainable manufacturing practices. Integration capabilities with warehouse management systems and enterprise resource planning software provide comprehensive operational visibility and data-driven insights for continuous improvement initiatives.